
AI+Machine Vision becomes a trend and its application scenarios
Machine vision is widely used in the industrial field, covering many application scenarios. In the manufacturing industry, the tasks performed by machine vision include: final inspection of subassemblies, checking whether parts have potential manufacturing defects, etc. In the field of automation, machine vision plays an important role in guiding robots. In addition, it is also used to verify data matrix codes, inspect food packaging, and read barcodes. The machine vision white paper will comprehensively introduce the machine vision system and market. This article is the first part, which will focus on the system purpose, market trends, and system implementation.
System Purpose
Machine vision uses cameras to collect visual data from the environment, which is then processed through a combination of hardware and software to transform the data into a format suitable for a variety of applications. Machine vision technology often uses specialized optics to capture images so that specific aspects of the image can be processed, analyzed, and quantified.
Such applications can inspect specific characteristics of parts being produced on a production line, such as assessing whether the part meets product quality standards, and if not, the part may be discarded. Machine vision systems use digital sensors that are protected in industrial cameras equipped with specialized optics. After the sensor captures the image, it is passed to computer hardware and software to process, analyze, and measure different attributes of the image to assist in decision making.
In addition to quality control in manufacturing, machine vision systems have many other applications. For example, they can be used in traffic management systems to monitor and control traffic flow and improve road safety and efficiency. In the medical field, machine vision can support the diagnostic process and detect diseases as early as possible through accurate image analysis. In the agricultural field, machine vision systems can monitor the health of crops and automate the harvesting process.
In addition, in the retail industry, machine vision can promote the application of automatic checkout systems to improve customer experience and operational efficiency. Therefore, machine vision systems are powerful and widely used, and have become an indispensable part of modern technology.

▶ Various Vision Systems
Machine vision systems can be used to inspect a wide variety of products, including food, beverages, pharmaceuticals, and electronic products. Machine vision systems use a variety of machine vision technologies, including image recognition, optical character recognition (OCR), and object detection to identify and classify defects. In addition, it can also be used to measure the size and shape of objects, or track and trace products throughout the production process. Machine vision systems can help improve product quality, reduce costs, and ensure product safety. Machine vision systems can help avoid recalls and returns by identifying and correcting defects early in the production process.
• Damages and defects: Machine vision systems can be used to identify a variety of damages and defects, such as holes, gaps, edge damage, pattern flaws, dip tube bends, damaged or missing seals, and damaged or missing spray triggers.
• Characters and codes: Machine vision systems can be used to identify and verify characters and codes, such as dot and non-dot printing, optical character recognition (OCR) and optical character verification (OCV), batch, date and barcodes, 1D and 2D barcodes (QR codes and custom patterns), and for tracking and tracing.
• Seal integrity check: Machine vision systems can be used to check the seal integrity of the product during the seal inspection.

• Alignment and positioning: Machine vision systems can be used to ensure that the product is properly aligned and positioned, such as graphic position and alignment, cap and container matching, etc.
• Matching and verification: Machine vision systems can be used to match and verify products, such as ensuring that the cap and label patterns match, and ensuring that the spray trigger or cap is oriented correctly.
• Filling and orientation: Machine vision systems can be used to check the filling and orientation of the product, such as whether the bottle is present and the orientation is correct before filling.

Market Information and Trends
According to Expert Market Research, the global machine vision market size reached approximately $10.88 billion in 2023. The market is expected to grow at a compound annual growth rate (CAGR) of 7.90% between 2024 and 2032, reaching nearly $21.51 billion by 2032.
The adoption and implementation of advanced innovative technologies such as Industry 4.0 and Industrial Internet of Things (IIoT) is one of the main driving forces for the growth of the machine vision market. The digital transformation of various industrial fields, coupled with the accelerated integration of advanced technologies such as data analytics, Internet of Things (IoT), machine learning, cloud computing and artificial intelligence, is also driving the application of machine vision technology. The machine vision market is being boosted by the growing focus across industries on smart factories equipped with computer vision devices, embedded software, advanced sensors, and robots to facilitate real-time decision making, improve productivity, and increase automation. However, the high initial cost of such advanced equipment and the high capital and manpower required for frequent maintenance may hinder the growth of the market.
Machine vision applications are gaining popularity due to low hardware costs, fast and efficient processors, and complete, scalable software that provides the elements required to deploy and develop machine vision systems.
The machine vision market in the Asia-Pacific region is booming, driven by the rapid growth of automotive, packaging, pharmaceutical, and other industrial applications. As industrialization continues in the Asia-Pacific region, investments in advanced technologies have increased significantly across industries, which is expected to create opportunities for the expansion of the machine vision market. In addition, the strong development of the electronics, semiconductor, and automotive industries in countries such as China, India, South Korea, and Japan will inevitably make the growth prospects of the machine vision market more optimistic.
Machine vision technology has made remarkable progress since its inception in the 1950s. The development of machine vision is closely linked to the evolution of camera sensors. Early CCDs were of high quality, but had poor speed and resolution. The emergence of CMOS sensors has promoted price reduction and speed increase, laying the foundation for the development of megapixel sensors and special types of sensors such as infrared and hyperspectral.
The vigorous development of deep learning technology has successfully combined sensors with AI, making real-time object detection and scene understanding possible. With the continuous progress of 3D imaging, edge computing and advanced sensor technology, this trend will continue to develop, and future machines are expected to "see" the world with higher and higher accuracy and intelligence, building an automated and insightful environment for us.
▶Advances in artificial intelligence and deep learning
Continuous progress in artificial intelligence (AI) and deep learning has greatly enhanced the capabilities of machine vision systems. AI algorithms, especially deep learning techniques such as convolutional neural networks (CNNs), have revolutionized the field of image processing and pattern recognition. These systems can learn from vast amounts of data and are now able to accurately identify and categorize objects, faces, and scenes.
This progress has enabled major breakthroughs in areas such as facial recognition, autonomous vehicles, medical imaging, and security surveillance. As AI continues to advance, machine vision is expected to become more sophisticated, more adaptable, and able to handle increasingly complex visual tasks. This will undoubtedly drive further development and innovation in the field of machine vision.
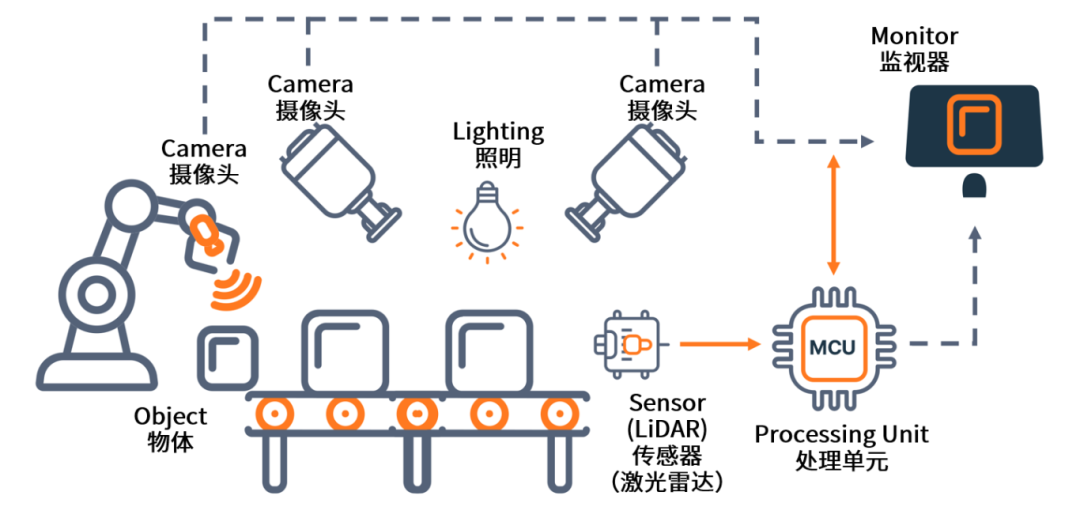
Figure 1: General System Schematic of Machine Vision
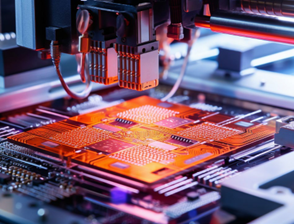
In the industrial sector, machine vision is used for electronic component analysis, feature recognition, object and pattern recognition, and material inspection. It can help automate different processes and detect faults through image processing. Machine vision is gaining popularity because it can reduce manual operations and increase the precision of product manufacturing.
The system schematic below shows how machine vision can be implemented in a factory environment to inspect objects. This section describes the different parts or modules of a machine vision system. Most factory inspection systems use similar modules, but there may be some minor differences.
Camera module: The camera module includes a lens and an image sensor, which is used to take pictures of objects for later analysis. The lens selects the focal length and aperture range based on the lighting conditions and the characteristics of the object being photographed. The image sensor is located at the image plane behind the lens and is responsible for the photoelectric conversion of information.
Image processor: The digital data from the camera module can be analyzed using image processing algorithms. The following are the main steps of machine vision image processing:
Preprocessing: Preprocessing includes noise removal and contrast enhancement.
Color pipeline: Color interpolation, color balance, aperture correction
Image recognition:
Segmentation: Thresholds are applied during this process and the edges of the image are determined.
Feature extraction: Size, color, length, shape, or a combination of these features can be extracted during this process.
Processing unit: A processing unit and built-in software is required to process the image and perform detection, measurement, comparison, etc. to confirm that the image meets quality standards or provide type verification or robot control for the system.
Lighting module: Lighting is one of the most challenging aspects of vision systems. Improper lighting or low illumination of objects or scenes can significantly increase the error rate of vision systems. However, whether the lighting applied is appropriate depends largely on the task to be completed.
Sensors: Machine vision systems usually contain optical sensors, magnetic sensors, lidar, ultrasonic sensors, and light sensors as part of the detection system. Sensors detect if a final product is defective. Depending on the setup, sensors may also trigger image acquisition and processing, or use some form of actuator to classify, triage, or reject defective parts.
The choice between a monochrome or color sensor comes down to a trade-off between color information and light sensitivity. Color sensors capture natural images in red, green, and blue channels, making them ideal for situations where color is required to identify objects. However, color sensors do not perform well in low-light conditions because the color filter array (CFA) blocks some of the light used to capture color data. In contrast, monochrome sensors forgo the CFA and capture all incident light in grayscale. As a result, monochrome sensors are much more sensitive in low-light conditions and can potentially process faster.
Display: The main function of the display module in machine vision is to display the processed image or video data clearly and intuitively. In a machine vision system, the display module is a key component used to display and interpret the captured image or video data. It presents the processed information in an intuitive way, which facilitates users to evaluate the quality of the data, identify potential defects, and make informed decisions based on the analyzed images.

Things to consider when selecting and setting up a machine vision solution are as follows:
In order to choose an appropriate machine vision solution, it is necessary to evaluate each stage of machine vision separately.
Image capture - The purpose of the machine vision system should be clearly defined from the beginning. Take image capture/camera modules, for example. Such systems must be equipped with high-pixel quality cameras with fast frame rates and short exposure times. On the other hand, if products are to be evaluated based on their temperature, infrared cameras must be used. In short, the appropriate equipment depends on the specific usage scenario.
Image Processing/Recognition - The appropriate image processing software or image recognition software must be selected and integrated into the system used for image capture. The image processing software will run on the hardware, which will determine the image processing speed. The required speed depends on the specific usage scenario, and optimizing for the right speed will effectively reduce hardware costs.
System Action - Image processing and analysis software must integrate seamlessly with the system that takes action. Integration costs need to be factored in when considering the total cost of ownership of a machine vision system.